溶射加工について
What is thermal spraying
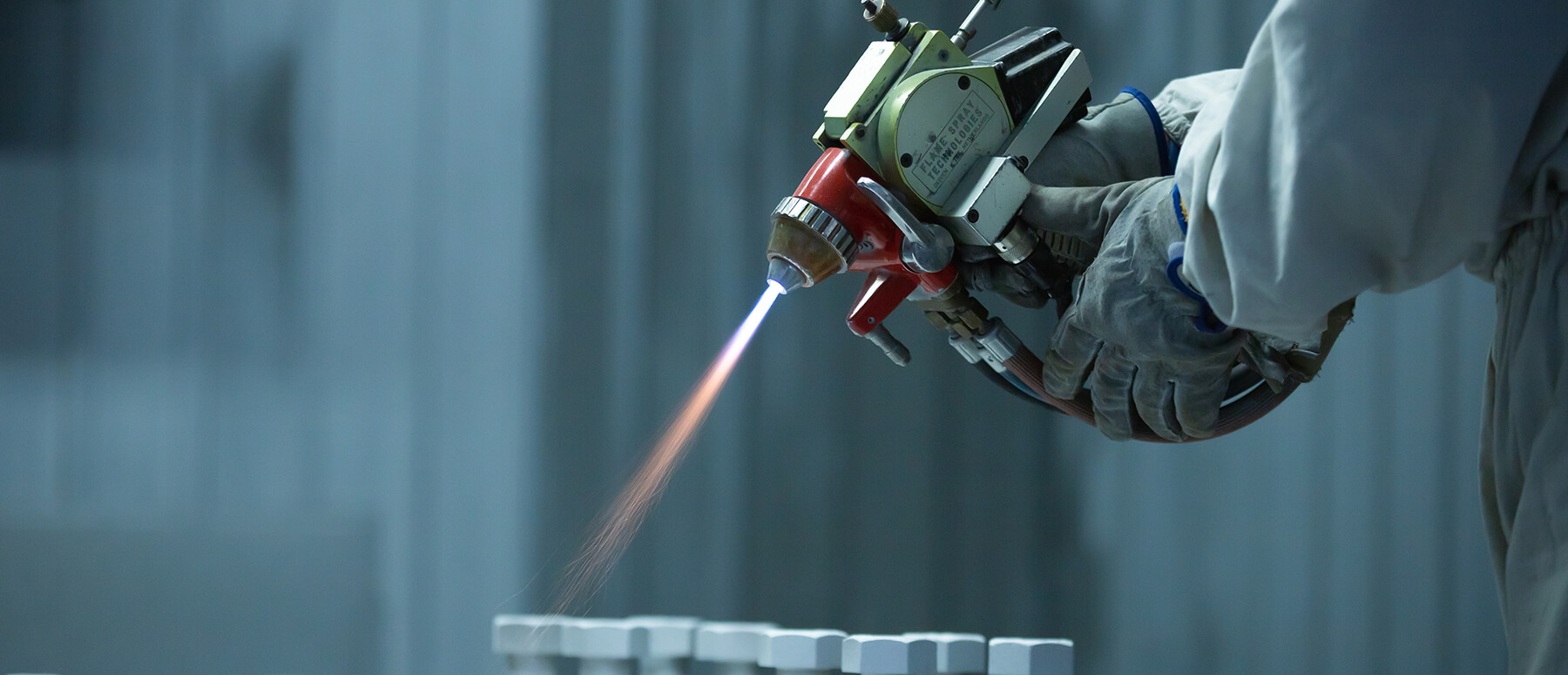
溶射とは、金属などの溶射材料をさまざまな熱源により溶融・軟化させ、加工物表面に吹き付けて成膜する技術です。近年では、その性能や加工技能の向上により、航空から自動車部品・半導体装置・土木資材に至るまで幅広い分野に適用されております。
アーク溶射
溶線式フレーム溶射
施工前
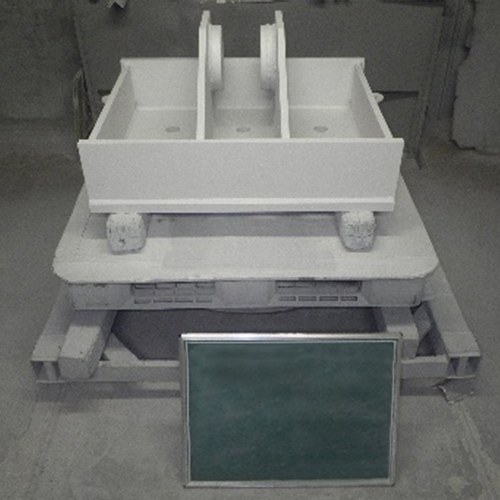
施工後

施工前
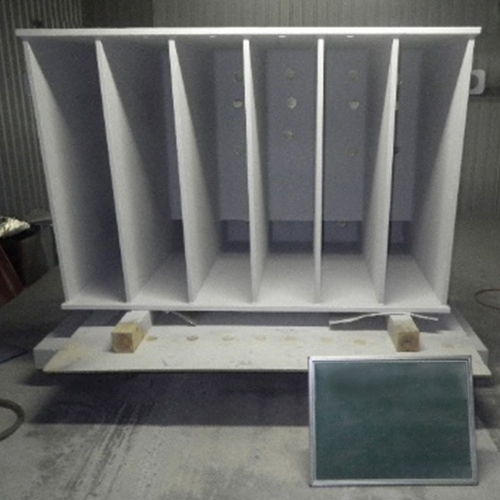
施工後
ロボットによる溶射風景
溶射の長所
STRENGTH
- 金属・セラミックス・プラスチック等、溶射加工できる基材の選択範囲が広い
- 基材に熱影響を与えにくく、熱変形が殆ど発生しない
- 被膜を必要とする範囲のみの溶射処理が可能
- 加工の寸法にほとんど関係なく、現地施工もできる
- 塗装下地として使用する場合は、塗料との密着性が非常に優れている
主な作業内容
WORK DESCRIPTION
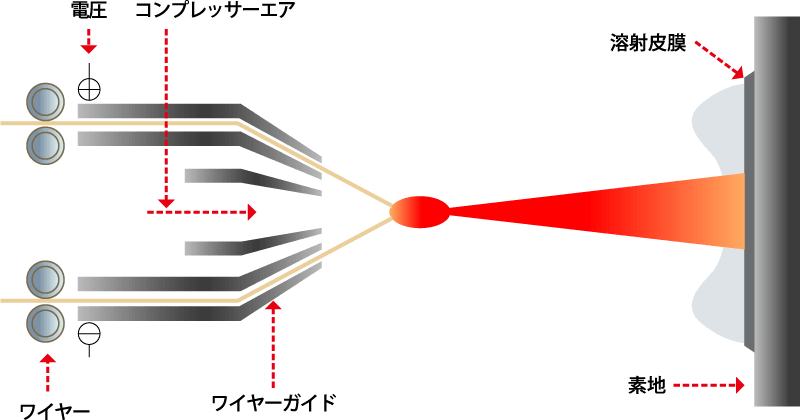
アーク溶射
連続的に送給される2本の溶射材料(金属線材)の先端で直流アーク放電させ、溶融した金属を空気ジェットで吹き飛ばす溶射方法です。防錆・防食溶射でよく利用されています。アーク溶射の特徴として、
- 溶射速度が高い
- 密着強度、皮膜強度がフレーム溶射皮膜より高い
- 溶射過程での合金化(擬合金の生成)、種類の異なる2本のワイヤを用いることにより、混合材料や擬合金化した皮膜が得られる
- 他の溶射方法に比べ、運転経費が安い
などが挙げられます。
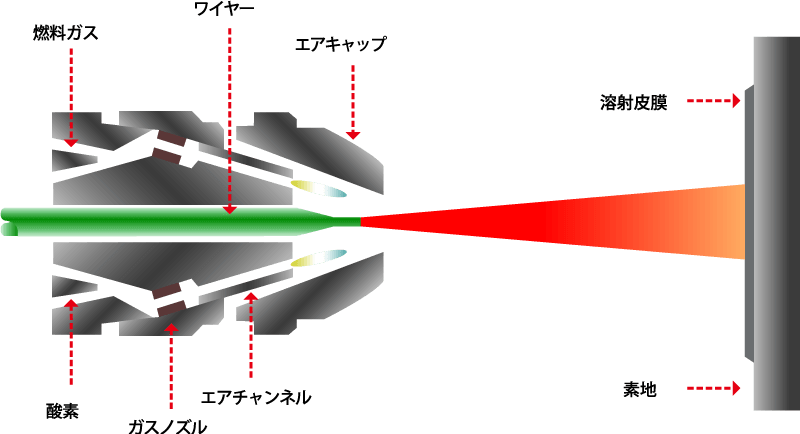
溶線式フレーム溶射
燃料と酸素ガスの燃焼フレーム中に線状の溶射材料が機械的に送り込まれ、フレーム中で溶融した材料が圧縮空気により吹き飛ばされて、溶射皮膜が形成されます。溶線式フレーム溶射の特徴としては、
- 加工物の温度を150℃以下に保つことができるので、加工物の熱による変形や割れ、あるいは強度低下など熱による材質の劣化を避けることができる
- 溶射皮膜の厚みをその用途に応じて、選択できる
- 溶射材料をALMg(5%)、ZnAL(15%)、Zn、ALから選択できる
などが挙げられます。
封孔処理(ミストコート)
溶射皮膜には基材から皮膜表面までつながった孔(貫通気孔という)が多数存在します。このような貫通気孔の存在は防食溶射など存在によっては大きな欠陥となります。このためこれら溶射膜中に存在する気孔を埋めてしまう処理が封孔処理です。封孔処理の目的は具体的には貫通気孔の閉塞による改善、被膜強度の改善、防汚性の向上、美観の向上などがあります。また、封孔処理は有機系あるいは無機系の封孔剤を用いて塗装します。
中塗〜上塗(トップコート)
金属溶射と防食塗装を組み合わせることにより、防食性能が飛躍的に向上します。被塗物の設置環境に合わせて、エポキシ樹脂、ポリウレタン樹脂、ふっ素樹脂等から適切な上塗塗料(中塗塗料を塗装する場合もあります)を選択し、ご要望に応じて塗装します。
溶射材料と適用例
APPLICATION EXAMPLES
アルミニウム・マグネシウム溶射
Al-Mgの相乗効果により塩害などの悪条件下でも耐久性を向上することができ、インフラなどの設備を長期間保護します。また、封孔処理まで揮発性有機物質(VOC)を使用しない環境負荷の少ない工法です。 主な用途:道路関連設備、海上・港湾構造物、橋梁など。
亜鉛・アルミニウム溶射
亜鉛の犠牲防食作用とアルミの不動態皮膜により優れた防食性を発揮します。インフラ設備や産業機械分野において多くの実績を持つ仕様であり、優れた耐久性によってライフサイクルコストを大幅に低減します。主な用途: 橋梁、プラント設備、産業機械、電力施設など。
耐久性について
DURABILITY
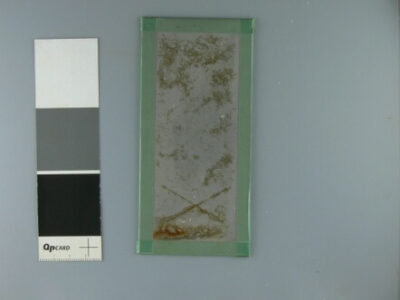
平成26年、福岡県技術センターに塩水噴霧試験を依頼。アルミニウム・アルマグ合金溶射は6000時間でも異常が認められないという驚異の結果を得ました。
試験概要
| 試験方法 | 塩乾湿複合サイクル試験 |
|---|---|
| サイクル条件 |
※1.塩水噴霧、2.乾燥、3.湿潤を1サイクル(8時間)とする。 |
| 試験場所 | 福岡県工業技術センター機械電子研究所 |
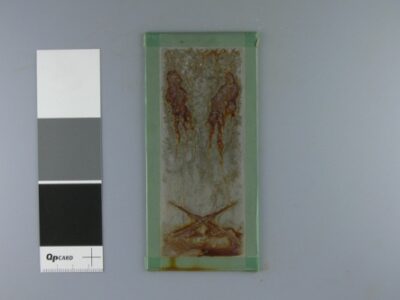
試験結果
| 試験前(0日) | 1000時間(42日) [125サイクル] |
3000時間(125日) [375サイクル] |
6000時間(250日) [750サイクル] |
|
| 亜鉛メッキ [HDZ55] |
 |
 |
 |
亜鉛メッキは、腐食が激しい為、4000時間にて終了 |
|---|---|---|---|---|
| ステンレス [SUS304] |
 |
 |
 |
 |
| アルミニウム・ マグネシウム 合金溶射 |
 |
 |
 |
 |
※この資料を許可無く複写、転載することを禁じます。
上記写真の結果のように、亜鉛メッキについては、試験直後から一般部、クロスカット部共に白錆が発生し、その後赤錆も発生し、試験片全体が錆に覆われてしまい、腐食が激しいため、4000時間にて終了致しました。ステンレスについても同様に、一般部、クロスカット部共に赤錆が発生し、試験片全体に錆が広がりました。一方、アルミニウム・マグネシウム合金溶射については、一般部、クロスカット部共に異常は認められませんでした。クロスカット部に僅かに白錆の発生がみられ、犠牲防食作用が効果的に働き、赤錆や赤錆による膨れ、剥がれが抑制され、不具合の進展を抑制していることがうかがえます。
納入実績
PERFORMANCE
アルミニウム・マグネシウム合金溶射 納入実績
| 発注者 | 工事名 |
|---|---|
| 西日本高速道路(株) 九州支社 沖縄高速道路 |
沖縄自動車道 南風原高架橋(下り線)他2橋 耐震補強工事 |
| 沖縄自動車道 湖辺低橋他8橋 耐震補強工事 | |
| 沖縄自動車道 明治山第二橋(下り線)他1橋 床版改良工事 | |
| 沖縄自動車道 許田高架橋 支承改良工事 | |
| 沖縄自動車道 屋嘉第一高架橋(上り線)他1橋 床版取替工事 | |
| 沖縄自動車道 福地川橋(上り線)他1橋 床版取替工事 | |
| 沖縄自動車道 億首川橋(上り線)他1橋 床版取替工事 | |
| 西日本高速道路(株) 九州支社 熊本高速道路事務所 |
九州自動車道 白川橋他1橋震災復旧工事[白川橋・益城橋・堀川橋・亀甲橋・古閑橋] |
| 九州自動車道 白川橋他1橋震災復旧工事(2工区)[浜戸川橋] | |
| 西日本高速道路(株) 九州支社 大分高速道路事務所 |
大分自動車道 野田第一橋他6橋耐震補強工事[境川橋・下境川橋・野田第二橋] |
| 大分自動車道 冷川橋他6橋耐震補強工事[福万川] | |
| 西日本高速道路(株) 九州支社 千代田高速道路事務所 |
広島自動車道 烏帽子第1橋(下り線)他1橋 床版取替工事[烏帽子第一高架橋・烏帽子第二高架橋] |
| 西日本高速道路(株) 九州支社 岡山高速道路事務所 |
岡山自動車道路 佐山橋(PC上部上部工) 工事 |
| 国土交通省 北陸地方整備局 新潟国道事務所 |
新潟大橋(補修)工事 |
| 国土交通省 九州地方整備局 鹿児島国道事務所 |
天保山大橋補修工事 |
| 沖縄県嘉手納町 都市建設課 |
平成28年度 比謝川大橋 耐震補強補修工事 |
※一部のみ掲載

